اثربخشی کلی تجهیزات¶
در برنامه تولید اودو، اثربخشی کلی تجهیزات (OEE) نشاندهنده میزان زمانی است که یک مرکز کار به طور کامل بهرهور است. OEE به صورت درصدی از کل زمان فعال بودن مرکز کار نمایش داده میشود.
زمان کاملاً مولد زمانی در نظر گرفته میشود که مرکز کار فعال باشد و در حال پردازش دستورهای کاری باشد که از مدت زمان مورد انتظار خود تجاوز نکردهاند.
OEE به تیمهای تولید کمک میکند تا بهرهوری مراکز کاری و دلایل توقف تولید را درک کنند.
مهم
از آنجا که OEE بهرهوری مرکز کار را ردیابی میکند، استفاده از آن نیازمند فعالسازی ویژگی مراکز کار در تنظیمات برنامه تولید است.
برای انجام این کار، به مسیر بروید و کادر کنار دستورات کاری را در زیر عنوان عملیات علامت بزنید. سپس روی ذخیره کلیک کنید.
استانداردهای بهرهوری¶
برای اینکه OEE بهطور دقیق درصد زمان کاملاً بهرهور برای یک مرکز کاری را نشان دهد، مرکز کاری باید بهدرستی با معیارهای بهرهوری صحیح پیکربندی شود. این معیارها شامل کارایی زمانی، ظرفیت و هدف OEE مرکز کاری هستند.
کارایی زمانی¶
بهرهوری زمانی نشاندهنده کارایی یک مرکز کاری در پردازش دستورهای کاری است و به صورت درصد نمایش داده میشود. مقدار بهرهوری زمانی ۱۰۰٪ نشان میدهد که مرکز کاری دستورهای کاری را با سرعت مدت زمان مورد انتظار، همانطور که در BoM محصول ذکر شده است، پردازش میکند. مقدار کمتر یا بیشتر از ۱۰۰٪ نشان میدهد که مرکز کاری دستورهای کاری را به ترتیب کندتر یا سریعتر از مدت زمان مورد انتظار عملیات پردازش میکند.
برای تنظیم بهرهوری زمانی یک مرکز کاری، به مسیر زیر بروید: و یک مرکز کاری را انتخاب کنید. در برگه اطلاعات عمومی، یک مقدار عددی در فیلد بهرهوری زمانی وارد کنید.
Example
تولید محصول صندلی نیاز به دو عملیات دارد: برش و مونتاژ. |فهرست مواد| محصول مدت زمان مورد انتظار ۳۰ دقیقه برای هر عملیات را مشخص کرده است.
عملیات برش در مرکز کاری ایستگاه برش انجام میشود که دارای مقدار بهرهوری زمانی ۵۰٪ است. این بدان معناست که انجام عملیات دو برابر زمان میبرد و مجموع زمان آن یک ساعت است.
عملیات مونتاژ در مرکز کاری خط مونتاژ انجام میشود که دارای مقدار بهرهوری زمانی ۲۰۰٪ است. این بدان معناست که انجام عملیات نصف زمان معمول طول میکشد، با مجموع زمان ۱۵ دقیقه.
ظرفیت¶
ظرفیت نشاندهنده تعداد واحدهایی از یک محصول است که میتوانند بهصورت موازی در یک مرکز کاری تولید شوند. مدت زمان دستورهای کاری برای چندین واحد بر اساس تعداد واحدهایی که مرکز کاری میتواند مدیریت کند، افزایش یا کاهش مییابد.
برای تنظیم ظرفیت یک مرکز کاری، به مسیر بروید و یک مرکز کاری را انتخاب کنید. در برگه اطلاعات عمومی، یک مقدار عددی در فیلد ظرفیت وارد کنید.
Example
یک مرکز کاری ایستگاه مته دارای ظرفیت یک واحد است. یک MO برای ۱۰ واحد از یک صندلی، محصولی که با استفاده از ایستگاه مته تولید میشود، تأیید شده است.
از آنجا که تعداد واحدهایی که باید تولید شوند ده برابر بیشتر از ظرفیت مرکز کاری است، زمان عملیات ده برابر مدت زمان ذکر شده در BoM محصول است.
هدف OEE¶
هدف OEE میزان زمانی است که یک مرکز کاری باید به طور کامل زمان تولیدی باشد. این هدف به صورت درصد نمایش داده میشود و نباید بیشتر از 100% تنظیم شود.
برای تنظیم هدف OEE برای یک مرکز کاری، به مسیر زیر بروید: ، و یک مرکز کاری را انتخاب کنید. در برگه اطلاعات عمومی، مقدار عددی 100.00 یا کمتر را در فیلد هدف OEE وارد کنید.
محاسبه OEE¶
OEE به صورت یک مقدار درصدی بین صفر تا ۱۰۰ نمایش داده میشود. این مقدار نشاندهنده زمانی است که یک مرکز کاری به طور کامل بهرهور بوده است. باقیمانده نشاندهنده زمانی است که مرکز کاری با کمتر از بهرهوری کامل فعالیت کرده است. این میتواند به دلایل مختلفی رخ دهد، از جمله کاهش سرعت، دسترسی به مواد و خرابی تجهیزات.
زمان کاملاً بهرهور¶
برای اینکه یک مرکز کاری به طور کامل بهرهور در نظر گرفته شود، باید قادر به دریافت دستورهای کار باشد، اجزای لازم برای پردازش دستورهای کار را داشته باشد و در مدت زمان مورد انتظار دستور کاری که در حال پردازش است، فعالیت کند.
Example
یک مرکز کاری خط مونتاژ مسدود نیست و یک دستور کار برای مونتاژ یک دوچرخه دریافت میکند. اجزای مورد نیاز موجود هستند، بنابراین تولید به محض انتخاب و تحویل به مرکز کاری آغاز میشود. مدت زمان مورد انتظار دستور کار ۳۰ دقیقه است و در ۲۷ دقیقه تکمیل میشود. تمام این زمان به عنوان زمان کاملاً بهرهور در نظر گرفته میشود.
سرعت کاهش یافته¶
وقتی یک مرکز کاری با سرعت کاهشیافته کار میکند، به این معناست که در حال پردازش یک دستور کار است که مدت زمان مورد انتظار خود را پشت سر گذاشته است. اگرچه مرکز کاری ممکن است فعال باشد، اما این زمان بهعنوان زمان کاملاً بهرهور در نظر گرفته نمیشود.
Example
یک مرکز کاری ایستگاه برش یک دستور کار دریافت میکند تا تختهها را برای یک میز برش دهد. مدت زمان مورد انتظار برای انجام دستور کار ۱۵ دقیقه است. دستور کار در نهایت ۱۸ دقیقه طول میکشد تا تکمیل شود. مرکز کاری در طول سه دقیقهای که از مدت زمان مورد انتظار فراتر رفته است، به عنوان کارکرد با سرعت کاهشیافته در نظر گرفته میشود.
در دسترس بودن مواد¶
دسترسی به مواد به شرایطی اشاره دارد که یک مرکز کاری قادر به پذیرش یک دستور کار باشد، اما اجزای مورد نیاز در دسترس نباشند. این ممکن است به دلیل عدم موجودی اجزا یا رزرو شدن آنها برای یک سفارش دیگر رخ دهد.
Example
تولید یک نیمکت به ۲۰ واحد چوب نیاز دارد. یک سفارش تولید (MO) برای ۱۰ واحد نیمکت تأیید شده است، اما چوب کافی در انبار برای شروع تولید موجود نیست. زمانی که برای تهیه چوب صرف میشود به عنوان زمان توقف در دسترس بودن مواد ثبت میشود.
خرابی تجهیزات¶
خرابی تجهیزات به هر دوره زمانی اشاره دارد که یک مرکز کاری به دلیل مشکلات نگهداری تجهیزات غیرقابل استفاده باشد. این میتواند به دلیل خرابی تجهیزات یا زمانی که یک مرکز کاری برای تعمیرات برنامهریزیشده تعطیل میشود، باشد. در این موارد، میتوان یک مرکز کاری را با استفاده از درخواست نگهداری مسدود کرد.
Example
دریل در مرکز کار ایستگاه دریل خراب میشود و باعث میشود مرکز کار غیرقابل استفاده شود. یک درخواست نگهداری برای تعمیر دریل ایجاد میشود و مرکز کار از دریافت دستورهای کار مسدود میشود. تعمیر دریل و آمادهسازی مجدد مرکز کار دو ساعت طول میکشد. این دوره دو ساعته به عنوان زمان توقف به دلیل خرابی تجهیزات ثبت میشود.
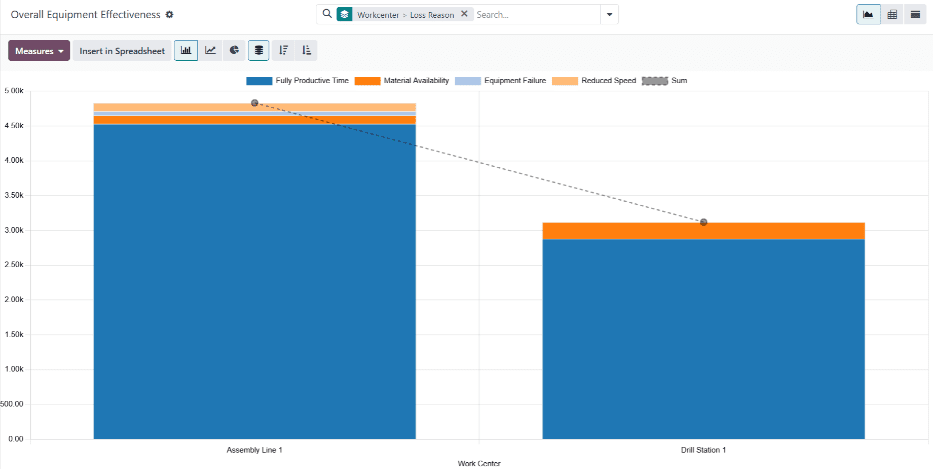
گزارشدهی OEE¶
برای مشاهده معیارهای گزارشدهی OEE برای هر مرکز کاری، به مسیر زیر بروید: . این صفحه معیارهای مربوط به هر مرکز کاری را با دادههای OEE نمایش میدهد.
برای مشاهده معیارهای گزارشگیری OEE برای یک مرکز کاری خاص، به مسیر زیر بروید: و یک مرکز کاری را انتخاب کنید. در بالای فرم مرکز کاری، روی دکمه هوشمند OEE کلیک کنید.
به طور پیشفرض، صفحه اصلی گزارشگیری OEE دادهها را به صورت نمودار میلهای نمایش میدهد، در حالی که صفحه مربوط به یک مرکز کاری خاص آن را به صورت نمودار دایرهای نشان میدهد. برای انتخاب نوع نمودار دیگر در هر یک از صفحات، روی دکمه (نمودار میلهای)، (نمودار خطی)، یا (نمودار دایرهای) که بالای نمودار نمایش داده شده قرار دارد، کلیک کنید.
همچنین میتوان دادههای OEE را در نمای محوری یا لیستی که هر ورودی زمانی را نمایش میدهد مشاهده کرد، با کلیک بر روی دکمههای (نمای محوری) یا (نمای لیست) در گوشه بالا-راست صفحه.